Materials for Injection mould toolings
What is injection mould tooling?
Mould tooling is considered to be the most important part of plastic injection moulding. It offers a channel for plastic that has melted to go from the injection cylinder into the mould cavity, and permits the evacuation of trapped air that results from the closure of the mould.
As it’s critical that the moulding cools at the proper rate to prevent deformation and tension, the mould’s temperature is strictly regulated. Finally, the completed moulding is forced out of the mould using ejectors.
Designing a tool with excellent manufacturability is its primary objective. In order to achieve this, mould tooling requires a superior procedure that makes it easy and effective, durable, simple to use and maintain, and fulfils all requirements for the least amount of money. Making plastic injection mould tools is a crucial step in the production of plastic goods, including designing, manufacturing, testing, and tool use to produce plastic components. Injection mould toolings can be produced with inserts that are manually loaded, completely automated, semi-automated, or for use in single or multiple cavity manufacturing.
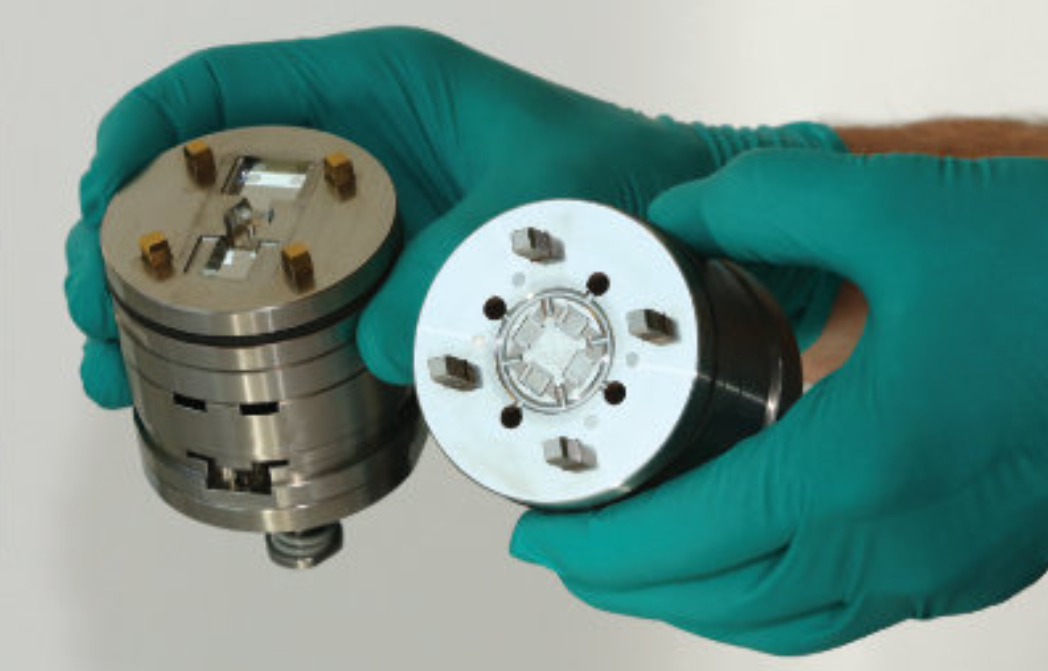
Photo: Ultra-precision mould designed and manufactured by Micro Systems
Materials for injection mould toolings
Various grades of metal are often utilised for tooling, and they are usually employed for distinct phases of product development and validation. These various material kinds result in moulds with a range of attainable tooling lead times and prices, a range of cycle times and unit costs for plastic parts, and a range of dimensional part accuracy and cosmetic quality of appearance. It is vital to develop a detailed plan for tooling and product launch early in the design phase, as each type of mould material has pros and cons that will greatly affect the future manufacturability of the moulds. Hardened steel, soft and semi-hardened steel, and aluminium are the three primary types of tooling materials.
Aluminium
Aluminium is frequently utilised in place of tougher steel grades when it’s necessary to produce prototypes and low-volume parts more quickly.
Advantages:
- Compared to steel, aluminium can be machined more than twice as quickly and doesn’t need to be post-heated, hence significantly reduce lead times and costs.
- Because of aluminium’s superior heat transfer qualities, heating and cooling the tooling is made easier, resulting in a component cycle time that is quicker than with steel tooling.
Disadvantages:
- Limitation in larger injection moulding presses’ high clamping pressures. Therefore, aluminium tooling may not be appropriate for bigger components or parts with numerous side motion characteristics.
- Tooling usually wears out faster with aluminium than with tougher grades of steel as aluminium is softer than steel (10,000 shots or less depending on the part design and plastic grade).
- Certain plastic grades are not appropriate for aluminium tooling, for example, PEI, PEEK, and PSU as they demand high mould temperatures but don’t process well since it’s difficult to sustain high heat in aluminium. Additionally, aluminium is rapidly eaten away by corrosive plastic grades like PVC or POM, and aluminium may also wear away more quickly from other grades of plastic that contain glass fibre additions.
- Problems with parts meant to be glossy or optically clear as aluminium is more readily scratched and does not accept polishing as well as steel.
Soft and Semi-hardened steel
P20
The most often used type of steel is semi-hardened P20. P20 steel offers excellent machining and polishing qualities and is a blend of carbon, chromium, manganese, and molybdenum. Production lead times are shortened since it doesn’t need to be heated because it has already been pre-hardened. Due to its great versatility, P20 steel is frequently chosen by engineers and product designers for use in plastic injection moulding. It works especially well for prototypes.
Advantages:
- P20 material is more durable than aluminium, and depending on the plastic type and component design, it can have a tooling life that is 5–10 times greater, or 50,000–100,000 shots.
- P20 steel may be machined more quickly than other tougher grades since heat treatment is not necessary.
Disadvantages:
- An aluminium equivalent may be finished in a matter of days, although the wait time for available tooling may be as long as 1-2 weeks.
NAK80
For more demanding applications, another semi-hardened tool steel option is NAK80. NAK80 is ideal for high-volume manufacturing with high clamping pressures, corrosive resins, engineering-grade polymers like Delrin or acetal (POM), glass fibre-containing resins.
Advantages: Similar to P20 and:
- NAK80 provides components that are very glossy and visually clear, even after polishing.
Disadvantages: Similar to P20 and:
- In comparison to a P20 steel tool, it usually takes 20–25% longer to create and costs more than P20.
Hardened Steel
For tooling with large production quantities, hardened steels are most often utilised. Usually, they have many cavities equipped with hot runner systems. Though the production time and tooling costs are the greatest of any material, the tool lifetimes are longer. In order to reduce part unit costs, large production quantity tooling is employed, which counteracts the higher upfront non-recurring engineering (NRE) expenses.
H13
This type of steel is ideal for prolonged tooling life and is most frequently used for large production quantity tooling. Carbon, silicon, manganese, molybdenum, nickel, and chromium make up H13. It is a sturdy steel that resists heat, abrasion, breaking, and tempering very well. H13 is well-suited for extremely high-volume production runs and is capable of handling both continuous cooling and heating production cycles and the manufacturing of plastic components with abrasives.Compared to the previously mentioned metal materials, it is more resilient to wear from specific plastic materials, such as those with glass-filled additions.
Advantages:
- A tooling life of 500,000 to 1 million shots is provided.
- Compared to aluminium or softer grades of steel, the dimensional tolerances may be maintained more strictly.
- Prior to heat treatment, while the metal is relatively soft, H13 is easily machined. Moulds are heat treated, then EDM and harsh machining processes are used to complete them.
- In the case of transparent or optical components, it can also be mirror-polished.
Disadvantages:
- After rough CNC machining, H13 tools are often heat treated, which prolongs the time required for the following production processes.
- Compared to aluminium or milder grades of steel, the tooling is more expensive.
S316
High production tooling uses the stainless steel grade S136 for more specialised applications. PMMA, PVC, PP, PC, and other transparent polymers of optical quality work well with it. S316 is also ideal when surface finish is the main factor.
Advantages:
- Usually, the tooling life is one million shots or more.
- When the utmost optical clarity is needed, this grade of stainless steel works best since it can be polished to the maximum possible degree.
- S136 is resistant to the chemicals that corrode PVC and POM materials.
Disadvantages:
- Of all the mould materials, the most expensive and lengthy are the tooling costs and lead times.
- Lowest level of heat efficiency.
The selection of materials for injection moulding tools is contingent upon several factors, including the polymer type, production volume, complexity of the mould cavity, and tool component type. Furthermore, the mechanical qualities needed for the tooling components—ejector pins, clamp plates, inserts, cores, spruce bushings, gate inserts, support pillars, mould base plates, lifters, sliders, and interlocks—determine the type of steel that is used. Beside the mentioned materials above, other materials include 1020 carbon steel, 1030 carbon steel, 1040 carbon steel, 4130 alloy steel, 420 stainless steel, etc.
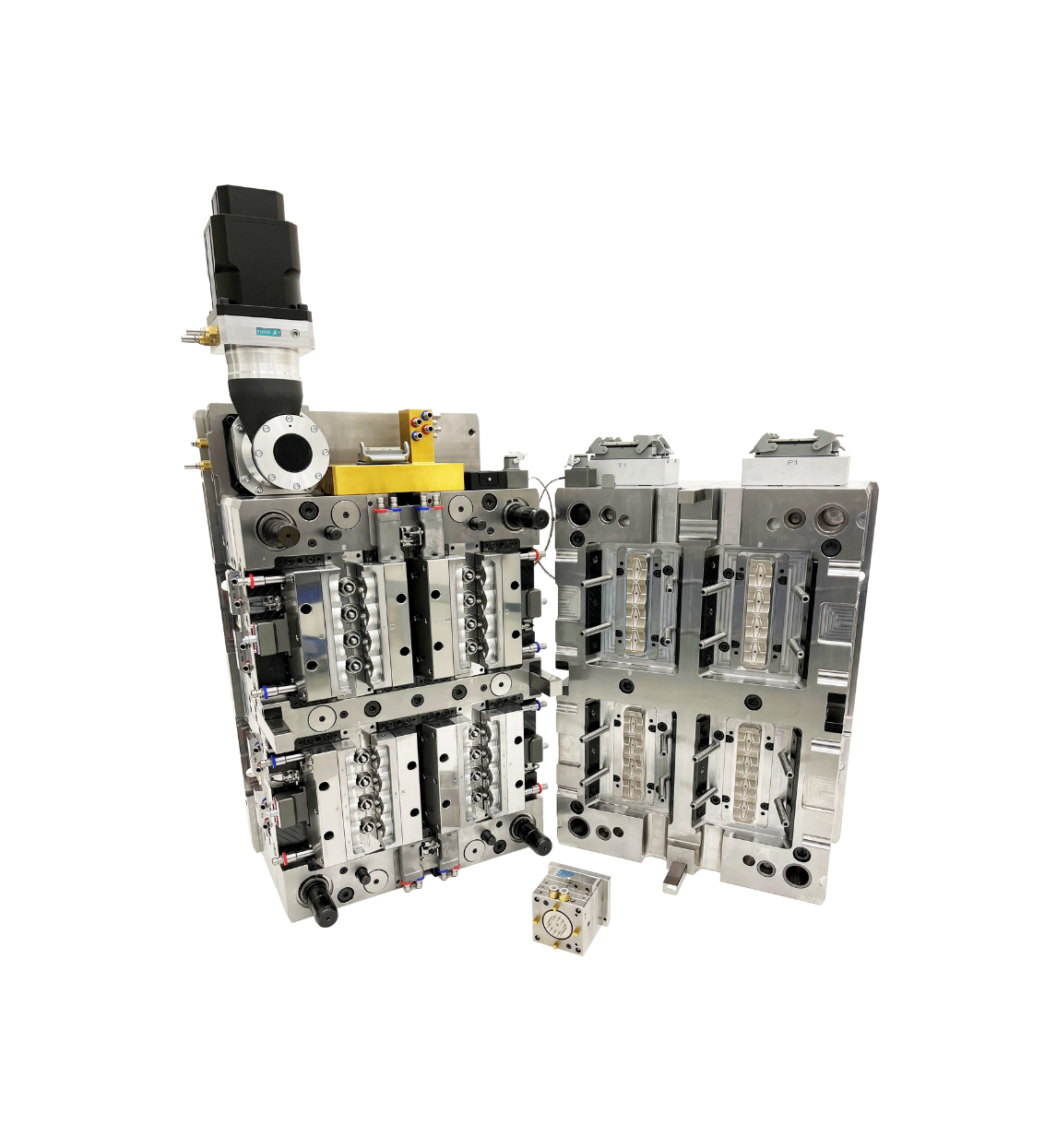
Photo: Various ultra-precision moulds designed and manufactured by Micro Systems
Why choose Micro Systems for ultra-precision mould toolmaking?
Cutting-Edge Technology: At Micro Systems, staying on the cutting edge of technical developments is our top focus. Our dedication to making investments in state-of-the-art technology guarantees that your mould toolings will profit from the most recent advancements in the sector. Every year, we invest a significant amount on the latest technology to ensure our customers stay ahead in this challenging industry.
Outstanding customer service: At Micro Systems, we truly value cooperative alliances. We collaborate closely with our customers at every step of the tool making process. Your objectives and criteria direct our work from conception to completion, guaranteeing that the finished result perfectly reflects your vision and needs.
20 years + of industry experience: Micro Systems has established a strong reputation for producing outstanding moulds and toolings over 20 + years of establishment in the toolmaking business in the UK and Singapore. We have worked on multiple challenging projects that require in-depth expertise and knowledge from our dedicated engineers and technicians.
Contact us today to discuss your mould tooling project!