Environmental impacts of mould tool making for injection moulding
What is mould tool making?
Plastic injection mould tool making is a crucial phase in the production of plastic components, involving the design, construction, testing, and utilisation of custom moulds for injection moulding. Mould tools can be designed for single or multi-cavity production and can accommodate fully automated, semi-automated, or hand-loaded inserts, depending on the manufacturing requirements.
The moulds consist of both moving and stationary platens, which are secured at the start of the process. During the injection, molten plastic is rapidly injected under high pressure into the clamped mould. Air is then introduced to ensure uniform distribution of the plastic throughout the cavity. The plastic is cooled and solidified within the mould before the platens are released and the mould opens. Key steps in the mould-making process include:
- Initial milling: Shaping and sizing the mould foundation.
- Rough CNC Machining: Basic mould cavity/cavity shaping
- Heat treatment: The application of heat to harden and strengthen metal.
- Precision CNC Machining: Finer machining for moulds with more intricate features.
- Electrical Discharge Machining (EDM): Using an electrical discharge to smooth and carefully shape a mould.
- Polishing/Finishing: Applying the finishing touches to the mould to ensure that the pieces produced have the proper finish.
- Measurement: Using an Automatically Programmed Measurement (APM) technology to ensure that the mould dimensions completely match the CAD design.
- Assembly and Fitting: Assembling the mould and ensuring a tight fit between the mould elements and within the injection press
- Mould Testing: The process of moulding early pieces to test the eventual product’s correctness the authorised design/tolerances (these are toolmaker samples generated prior to the official first article for internal validation).
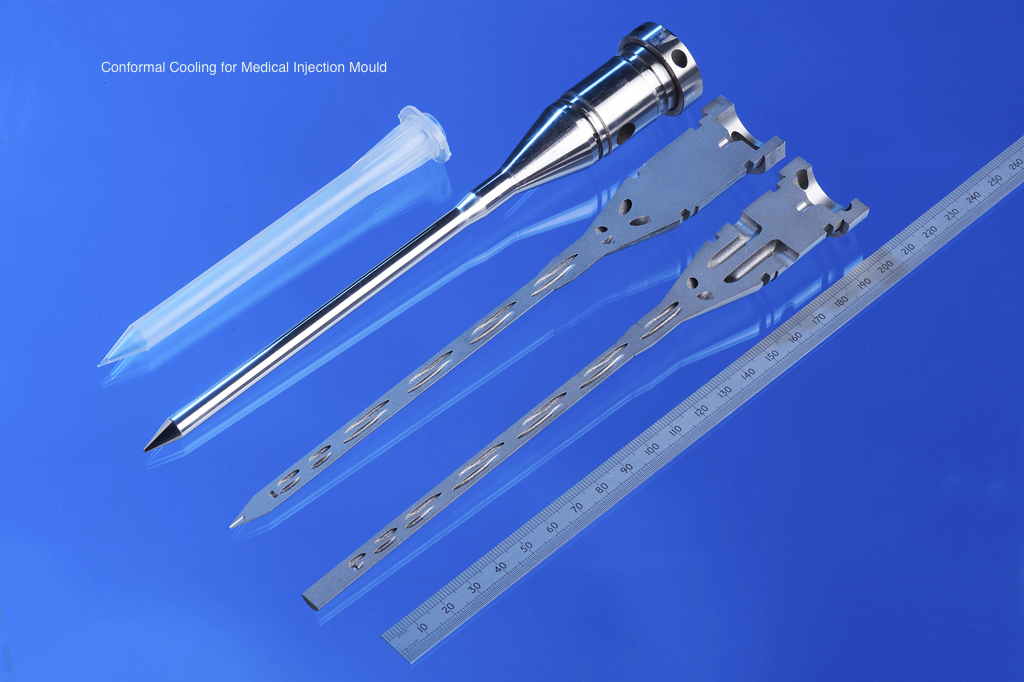
Medical mould tooling at Micro Systems
Environmental impacts of mould tool making
Material
The choice of material for mould tool making, typically hardened steel, pre-hardened steel, aluminium and/or beryllium-copper alloy, strongly affects the overall environmental impacts throughout the mould’s life cycle. Materials for injection moulding tools are chosen based on the kind of polymer, production volume, mould cavity complexity and tool component type. Furthermore, the mechanical qualities required for tooling components such as ejector pins, clamp plates, inserts, cores, spruce bushings, gate inserts, support pillars, mould base plates, lifters, sliders, and interlocks influence the steel type used.
| Steels | Application | Process |
| 1020 carbon steel | Ejector plates | Injection moulding |
| 1030 carbon steel | Mould bases, ejector housing and clam plates | Injection moulding |
| 1040 carbon steel | Support pillars | Injection moulding |
| 4130 alloy steel | Cavity retainer and support plates | Injection moulding |
| 6145 alloy steel | Sprue bushings | Injection moulding |
| S-7 tool steel | Interlocks and hatches | Injection and compression moulding |
| O-1 tool steel | Small inserts and cores | Injection, compression and blow moulding, extrusion |
| A-2 tool steel | Injection and compressions moulds | Injection and compression moulding |
| A-6 tool steel | Injection and compression moulds | Injection and compression moulding |
| D-2 tool steel | Gate inserts, lifters and sliders | Injection and compression moulding |
| H-13 tool steel | Injection mould cavities, dies and punches | Injection moulding |
| P-20 tool steel | Injection mould cavities, dies | Injection and blow moulding, extrusion |
| 420 stainless steel | Injection mould cores and cavities | Injection, compression and blow moulding, extrusion |
Some examples of steel materials used in mould making
Steel manufacturing, the primary material used in mould making, has significant environmental impacts, including emissions of CO, SOx, NOx, and PM2, as well as wastewater pollutants, hazardous waste, and solid waste. The environmental effects from coking and iron-making in integrated steel plants are particularly pronounced. Carbon dioxide emissions from energy consumption represent the majority of greenhouse gases associated with steel production. Additionally, coke manufacturing contributes to pollution through the release of coke oven gases, naphthalene, ammonium compounds, crude light oil, sulphur, and coke dust. Water emissions result from the cooling process of baked coke. By-products from iron-making include slag, limestone, and impurities from iron ore, with slag typically being repurposed in the construction sector after the volatilisation of sulphur dioxide and hydrogen sulphide is captured by air pollution control equipment. In electric arc furnaces, the primary waste consists of gaseous emissions and metal dust.
In general, prior to machining, the materials require no additional treatment or care beyond what is ordinary industry practice for metal handling.
Waste
The electrical discharge machining (EDM) or spark erosion method has grown popular in the mould-making industry as it not only permits the construction of difficult-to-machine forms, but also allows the shaping of pre-hardened moulds without the need for heat treatment. The quantity of waste generated during the EDM process depends on the design of the mould, the material and the machine settings, however, most of which could be collected to be recycled. However, it is more difficult for small and local businesses to collect and correctly measure all waste produced, as small scraps, including chromium, lead, nickel and copper, could be sent straight into dumpsters and go to local landfills, which could raise serious environmental alerts.
In addition to other waste products, used wire is a byproduct of the wire EDM process. This wire is not classified as hazardous waste and is typically coiled onto spools or collected for disposal as general waste. Some EDM systems are equipped with wire choppers for more efficient handling. Due to its recyclability, many metal scrappers offer compensation for discarded brass or copper. However, in smaller workshops or low-volume operations, used wire may still be collected and disposed of in landfills.
Mould design and making at leading companies like Micro Systems (UK) apply the use of the most advanced techniques and machines available on the market, allowing customers to minimise their waste while making moulds with the highest precision and tightest tolerances. The application of CNC (Computerised Numerical Control) machining allows for high precision and stability, enhanced efficiency and complexity, while reducing processing time, eliminating errors and reducing the waste of materials.
Energy consumption
In the UK alone, the manufacturing and industrial sector accounted for 16% of total consumption (2019), reaching 40.5 million tonnes of oil equivalent (2020), energy consumption is now one of the most crucial aspects of the environmental performance of any business. Compared to previous generations, modern EDM machines could achieve significant reductions in consumed and wasted energy, thanks to thermal stability and regulated dielectric temperature by new pumps, energy saving standby mode. Generally, the energy required to run the EDM unit is no more than that required by equivalent machining equipment, and could be significantly improved through the use of sustainable energy resources, better planning and modern technology.
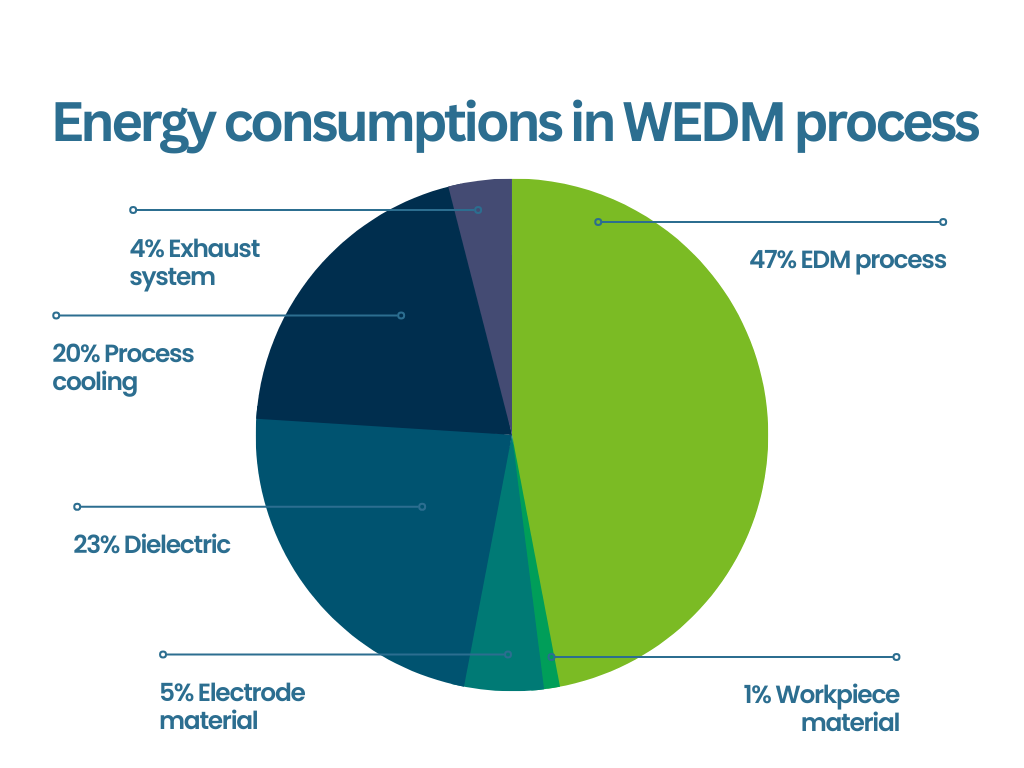
An estimation of the percentage of energy consumptions in WEDM process (link)
At Micro Systems (UK), we pride ourselves on our most advanced mould manufacturing capabilities in Europe and possibly worldwide, with well-known brands including Kern and AgieCharmilles, that allows us to produce state-of-the-art moulds at a high level of energy efficiency. For example, our Kern Pyramid Nano micro milling machines have a repeatability of less than 0.5 micron, and are capable of producing surface finish of less than 10 nm Ra for microfluidic and micro optical applications, with the power pack option to optimise the overall energy consumption as well as to increase the productivity and to ensure maximum availability of the machine.
Overall, the environmental impacts of mould tool making could be considered fairly innocuous if the whole process is carried about with thoughts by responsible manufacturers and suppliers. Micro Systems (UK) uses our expertise in mould design and manufacture to support our customers in revolutionising their products while aiming towards sustainability. In our local community and in injection moulding across the world, we seek to be a paradigm for sustainability in design and manufacture. Contact us today to start planning your injection moulding project and take advantage of our decades of medical moulding expertise.
COMPAMED is one of the biggest international trade shows for the medical technology supply industry, held in Düsseldorf, and one of the main themes of the show this year is sustainability. We will see you at Booth F35.3, Hall 8A,MESSE, Düsseldorf, Germany on 13 – 16th November, 2023!